
1.WPS焊接工艺评定概述
1.1 本章内容可以应用于所有在对船舶及其他海上设施以及其相关压力容器,器械,设备新工程,改建,调整或修缮的过程中的焊接资格认可和测试。
1.2 WPS对应的船级社:CCS、ABS、DNVGL、LR、BV、NK、KR、RINA、RS、PRS、CRS、IRS等船级社
1.3 制造商有义务确保遵守这些规则的方方面面。所有的偏差都要记录为未遵守,和所采取的补救措施都应获得验船师的认可。不能遵守在提交焊接测试时被视为不符合规则。
1.4 焊接测试在验船师的监督下在制造者的工厂进行。焊接过程评定测试和焊接工资格测试都要进行并认可通过在加工或建造开始前。
1.5 按照GB,EN,ISO,JIS,ASME或AWS进行的焊接过程测试被认为是可接受的,假设,最低限度,他们近似并符合这些规则的技术要求以令验船师满意。
1.6焊接测试执行的义务。 焊接测试方面,比如机械测试,非破坏性试验和热处理,可能由制造者分包,假设分包商进行工作,在制造者的指导下严格控制技术,这些由验船师同意在工作开始前。
1.7在这些规则中,术语“制造者”被认为包括任何进行焊接的公司或组织,可以是造船公司,或制造商,材料生产商。
2.焊接工艺文件
2.1 焊接工艺计划书(PWPS) 是由船厂或产品制造厂在焊接工艺认可试验前编制,用以指导完成焊接工艺认可试验的技术文件。焊接工艺计划书应包括焊接工艺规程中所有的技术参数。在认可试验中,可根据试验的结果对相关的技术参数进行修改和完善。
2.2 焊接工艺试验报告(WPQR) 是准确描述和详细记录焊接工艺认可试验中实际使用和得到的技术参数的技术文件,用作焊接工艺规程认可的依据。报告中涉及的每项试验结果( 包括复试结果) 均应予以评价。
2.3 焊接工艺规程(WPS) 是工厂根据合格的焊接工艺试验报告,对焊接工艺计划书修改完善后并经船级社 正式批准的技术文件,用以指导产品生产焊接。
3 认可
3.1 建立并证明一项焊接工艺规程是否对某一具体用途的适用性是制造者的责任。在开工建造前,工厂应结合本厂的技术条件和生产经验,制定产品建造焊接工艺汇总表交验船师认可。汇总表中应针对建造中焊缝出现于结构与结点的不同位置、形式和尺寸,列出拟使用的焊接工艺规程的名称和编号。
3.2 通常在采用新材料、新工艺时,应进行工艺认可试验,以验证制造厂具备使用该工艺进行焊接作业的适当资质。工厂应制定详细的焊接工艺计划书。提交认可的焊接工艺计划书应包括下列内容:
(1) 母材的牌号、级别、厚度和交货状态;
(2) 焊接材料( 焊条、焊丝、焊剂和保护气体) 的型号、等级和规格;
(3) 焊接设备的型号和主要性能参数;
(4) 坡口设计、加工要求及衬垫材料( 如有时) ;
(5) 焊道布置和焊接顺序;
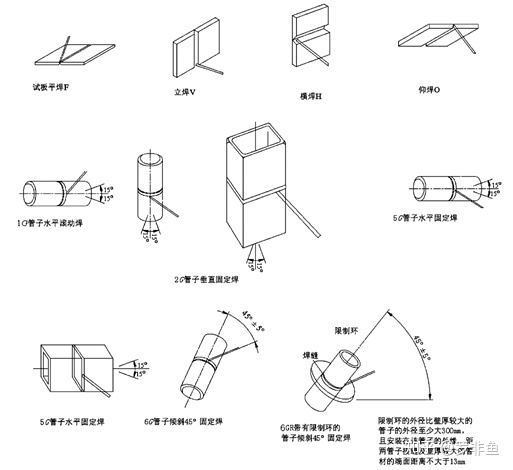
(6) 焊接位置( 平、立、横、仰焊等) ;
(7) 焊接规范参数( 电源极性、焊接电流、电弧电压、焊接速度和保护气体流量) ;
(8) 焊前预热和道间温度、焊后热处理及焊后消除应力的措施等;
(9) 施焊环境:现场施焊或车间施焊;
(10) 其他有关的特殊要求。
3.3 试件的焊接和试样的试验应由验船师在场见证。
3.4 试验过程中应将试验用的参数和结果记入焊接工艺试验报告,见证验船师应在试验报告上签署。
3.5 工厂应根据试验结果,编写完整的焊接工艺规程,并附以试验报告一起提交给船级社进行认可。
3.6 当试验结果不满足相关要求,且按相关规范要求进行复验仍不合格时,制造厂应调整焊接工艺计划书,并按更新内容重新进行焊接试验。
3.7 当工厂对已批准的焊接工艺规程进行改动时,应将所有改动的内容提交给船级社审核。船级社根据改动的具体内容决定是否重做焊接工艺认可试验。
3.8 一个制造厂取得的合格的焊接工艺规程适用于具有相同的技术和质量管理条件的车间。
3.9认可焊接工艺的适用范围
3.9.1 本小节下列各项条件相互独立,任一项目的变化范围超过适用范围时,一般均应重新进行焊接工艺认可试验。
3.9.2 焊接方法的认可范围通常仅限于认可试验所用的方法。认可的多道焊工艺不能应用于单道焊,并且在铝合金焊接中认可的单道焊工艺也不能应用于多道焊。对于多种焊接方法组合的焊接工艺认可,一般应采用组合焊试验,认可后仅适用于与试验相同顺序的组合焊工艺。对船体结构用钢,也可采用各种独立焊接方法分别进行工艺认可。
3.9.3 焊接工艺规程对钢材的适用范围规定如下:
(1) 对相同强度级别的钢材,适用于与试验母材韧性等级相同或较低的钢材。
(2) 对除上述(1) 以外,规定屈服强度最小值小于或等于390N/mm2 的钢,适用于与试验母材强度级别相同或低两个级别的钢材;对高强度淬火回火钢,适用于与试验母材强度级别相同或低一个级别的钢材。
(3) 当采用热输入大于50kJ/cm 的焊接方法时,焊接工艺仅可覆盖与试验母材韧性等级相同,强度低一个级别的钢材。
(4) 对锻钢与铸钢( 碳钢和碳锰钢),适用的强度等级范围为等于或低于试验母材的强度。
(5) 对交货态与认可试验母材不同的钢材,除下列规定者外,船级社将根据情况提出试验要求:
①淬火回火钢与其他交货状态钢材认可的焊接工艺不能相互覆盖;
②一般情况下正火、热轧、控轧交货状态钢材认可的焊接工艺可覆盖TMCP 钢。但反之不能覆盖。
3.9.4 焊接工艺规程对铝合金材料的适用范围应符合下列要求:
(1) 铝合金焊接工艺认可按母材化学成分分组如下:
A 组:Mg<4% 的铝- 镁系铝合金(5754、5454)
B 组:4% ≤ Mg ≤ 7.0% 的铝- 镁系铝合金(5059、5083、5086、5383、5456、5A01)
C 组:铝- 硅- 镁系铝合金(6005A, 6061, 6082)
(2) 认可用于某一铝合金的焊接工艺也可用于同组材料中强度相等或较低的铝合金。认可用于B组的铝合金焊接工艺可用于A 组铝合金的焊接。
3.9.5 焊接工艺对厚度的适用范围应符合船级社的规定要求。
3.9.6对接焊工艺认可
3.9.7角接焊工艺认可
3.9.8倾斜或T 形管节点全焊透工艺认可
4.焊工资格考试
4.1 适用范围
4.1.1 本章的规定适用于船体及海上设施的结构、机械、锅炉与受压容器及管系等的碳钢、碳锰钢、合金钢及铝合金的手工电弧焊、半自动焊和TIG 焊焊接工艺。
4.1.2 母材、焊接材料和焊接方法不同于本章规定者,其焊工资格考试要求应提交船级社认可。
4.1.3 报考条件
4.1.3.1 具备下列条件之一者,可向考委会提出申请。报考人经审查批准,可参加考试:
(1) 持有技校焊接专业毕业证书,现从事焊接工作者。
(2) 能独立承担焊接工作,具有熟练操作技能,现从事焊接工作者。
(3) 经过基本知识和操作技能培训者。
(4) 参加水下焊工考试者,还应持有有效的潜水员证书或潜水学校颁发的潜水员毕业证书并具有一定的水下焊接技能,或经过水下焊接培训的潜水员,经考试委员会审查批准。
4.1.3.2 对申请升级的焊工规定如下:
(1) 报考者一般应逐级考试。对于特殊情况,经焊考委审查同意和担当验船师批准,可根据自己从事实际工作范围及操作熟练程度,申请相应等级的焊工考试。
(2) 除水下焊工外,焊工实际从事本等级工作六个月以上,方可申请高一等级的升级考试。对于申请Ⅲ级的人员,必须持Ⅱ级证书且连续工作满1 年以上。
(3) 对水下焊工,须持本等级证书且连续工作满1 年以上方可申请高一等级的升级考试。
4.1.3.3 从事焊接作业的焊工应按本章要求参加相应类别的资格考试。考试合格者,船级社将颁发相应的资格证书。
4.1.4 焊工等级和考试科目分类
4.1.4.1 根据产品类型,焊工资格分为船舶与海上设施焊工、船用锅炉压力容器焊工两大类,其焊工等级根据焊接位置的不同来划分,对于板材分为I、II 和III 级,对于管材分为IP、IIP、IIIP 和IIIPR 级。
水下湿法定位焊为T 级。
4.1.4.2 不同试件形式的考试科目代号表示的焊接位置见船级社规范。
4.1.4.3 不同焊工等级对应的考试科目见船级社规范。
4.1.4.4 特殊需要时,可根据产品实际焊接位置进行填角焊考试。
4.1.4.5 对船用锅炉压力容器焊工,需要时还应进行管板角接焊的专门考试。
4.1.5 复试与重新考试
4.1.5.1 每一考试科目中,如有1 个弯曲试样或宏观试样不合格,可对不合格项取双倍试样按原试验要求进行复试。复试全部合格者,该科目为合格。
4.1.5.2 每一考试科目中,如有以下情况之一者,该科目为不合格,不得进行复试:
外观目检不合格;
对接焊射线检验不合格,或有2 个弯曲试样不合格;
角接焊破断试验不合格,或有2 个宏观试样不合格。
4.1.5.3 不合格的考试科目允许在1 个月内进行1 次该科目的补考。补考的全部试验项目合格则该科目合格。
4.1.5.4 焊工考试全部科目不合格者,1 个月后方可重新参加考试。全部考试科目合格后方能发给证书。重新考试仍不合格者,应经过培训后方可重新申请考试。
4.1.5.5 凡由于试件加工不当,或因非焊接因素造成缺陷而导致试验不合格者,试件作废并重新焊接后进行试验。
4.1.6 证书
4.1.6.1 焊工考试合格后,由船级社颁发《焊工资格证书》,焊工应严格按照证书所规定的工作范围进行焊接操作。
4.1.6.2 焊工资格证书应包含下列内容:
(1) 焊工个人信息( 姓名、身份证号及照片) ;
(2) 工作单位名称;
(3) 焊接方法、接头型式、母材的材质和规格、焊接位置等的认可范围,水下焊工的工作水深;
(4) 有效期满日期;
(5) 工厂6 个月考察记录;
(6) 船级社批准的延期记录。
4.1.6.3 焊工在进行焊接操作时,验船师可随时检查其《焊工资格证书》。
4.1.6.4 各制造厂应对焊工证书的适用范围和有效期进行控制。
4.1.7 有效期
4.1.7.1 焊工资格有效期应从发证之日开始。
4.1.7.2 除定位焊科目的焊工资格证书为长期有效外,各类焊工资格证书有效期均为3 年( 包括水下湿法T 类),并应同时满足下列条件:
(1) 焊工在现有认可范围内连续从事焊接工作,间断时间应不超过6 个月;
(2) 焊工的产品焊接工作应与考试的技术条件相一致;
(3) 有效期内未发生因焊工的知识和/ 或技能欠缺而导致的重大质量问题。
4.1.7.3 焊工( 包括定位焊工) 若连续6 个月未从事焊接操作,则应在重新操作前,先焊一件本人证书规定科目中最难位置的试件,经试验合格后,方能从事焊接操作。
4.1.7.4 在有效期满之前,焊工应重新参加考试,重新考试可着重于操作技能考试。经考试合格,可再取得有效期3 年。
4.1.7.5 焊工在证书有效期内焊接质量一贯良好,无损检测合格率保持在90% 以上,且具有产品质量记录,经验船师审查,其证书有效期可延长1 年。




